Jingdiao I.M.I.M In-Machine Measurement and Intelligent Modification Technology
Hochpräzise Konturen, KI basierte Bahnberechnung, hochpräzise Geometrien, Nano-Oberflächen neu gedacht und neu gemacht. Alles kritische Aufgaben, die Jingdiao als einziger Hersteller weltweit gelöst hat. Die Gretchenfrage, die beantwortet werden musste, lautet:
Kann eine Maschine sicher produzieren, während Sie Ihren erholsamen Schlaf genießen? und was heißt denn sicher produzieren?
- Die Werkstücke komplett fertig bearbeiten
- ohne Ausschuss und in engen Fertigungstoleranzen
- und dies ohne Eingriff eines Bedieners

Wie kann man eine Bearbeitung im Toleranzbereich weniger Mikrometer stabil, effizient und prozesssicher erreichen? Zunächst benötigt man eine hochpräzise Hochleistungs-CNC-Maschine als Grundvoraussetzung. Dann benötigt man ein System, das alle Abweichungen der Spannung, der Maschine, dem Werkzeug und dem Werkstück, so weit wie möglich eliminiert, die die Bearbeitungsgenauigkeit beeinträchtigen würden.
Doch wie man die Abweichungen präzise und schnell messen und kompensieren kann, ist immer eine große Herausforderung. Welche Abweichungen wirken sich denn im wesentlichen auf die Prozessgenauigkeit aus?
Die Werkstück-Nullpunktabweichungen, Rohteil-Formfehler, In-Prozess-Abweichung, Maßabweichung des Werkzeugs, Fehler im Werkzeugprofil, Fehler beim Werkzeugverschleiß, Achsen-Mittenabweichung des Dreh-Schwenktisches der 5-Achs-Maschine durch Änderungen der Umgebungstemperatur, ebenso wie eine Bearbeitungstiefenabweichung durch Spindelwachstum u.a.m.

In Anbetracht der oben genannten Abweichungen verwenden die Maschineneinrichter und -bediener heute eine Vielzahl fortschrittlicher Erkennungsmittel, um sie zu messen und zu kompensieren, wie z. B. einen Messtaster, der von der MDI-Funktion (manuelle Dateneingabe) unterstützt wird, eine Laser-Werkzeugvermessung, eine Offline-Koordinaten-Messmaschine usw., aber Überschreitungen der vorgegebenen Toleranzen treten häufig bei der Bearbeitung im Mikrometerbereich auf und müssen durch manuelle Eingriffe kompensiert werden.
Dabei kommt es wiederum zu Veränderungen durch einen Stillstand der Maschine, es werden manuelle Messdaten vom System Koordinatenmessmaschine am anderen System CNC-Maschine korrigiert, wozu oftmals eine wiederum manuelle Erstellung eines neuen CAM-Programms erforderlich ist. Dann werden weitere Probeschnitte gefahren und wiederum in der gleichen Weise nachkorrigiert. Alles in allem entsteht in diesen Genauigkeitsbereichen ein enormer Aufwand für den Einrichter/Bediener, die geforderten Toleranzen über die gesamte Fertigungs-Losgröße einzuhalten.
Für ein komplexes 3D-geformtes Werkstück ist es fast unmöglich, den genauen Nullpunkt durch maschinelle Messung auf Basis des MDI zu finden.
Was ist IMIM? In-Machine-Measurement and intelligent Modification
Beijing JINGDIAO hat mit der IMIM-Technologie eine softwarebasierte Lösung entwickelt, die dieses Problem vollständig löst. Hier kommt ein zweiter Aspekt zum Tragen, nämlich ein hochauflösendes CAD/CAM-System von Jingdiao, das dem Programmierer durch einfache und intuitive Bedienung ermöglicht schnell und präzise Bearbeitungskonturen und Messvorgänge anzulegen und miteinander zu kombinieren.
Die NC-Steuerung der Jingdiao HSC-Maschinen verfügt dabei über einen Hochleistungsprozessor, der sehr große Datenmengen in Echtzeit übertragen kann.
Des Weiteren setzt Jingdiao auf bewährte, hochgenaue Messmittel wie Messtaster oder Laser-Messbrücken, die wiederum mit einer von Jingdiao selbst entwickelten Software in die Lage versetzt werden, die benötigten Daten zu sammeln und an die Steuerung zurückzugeben.
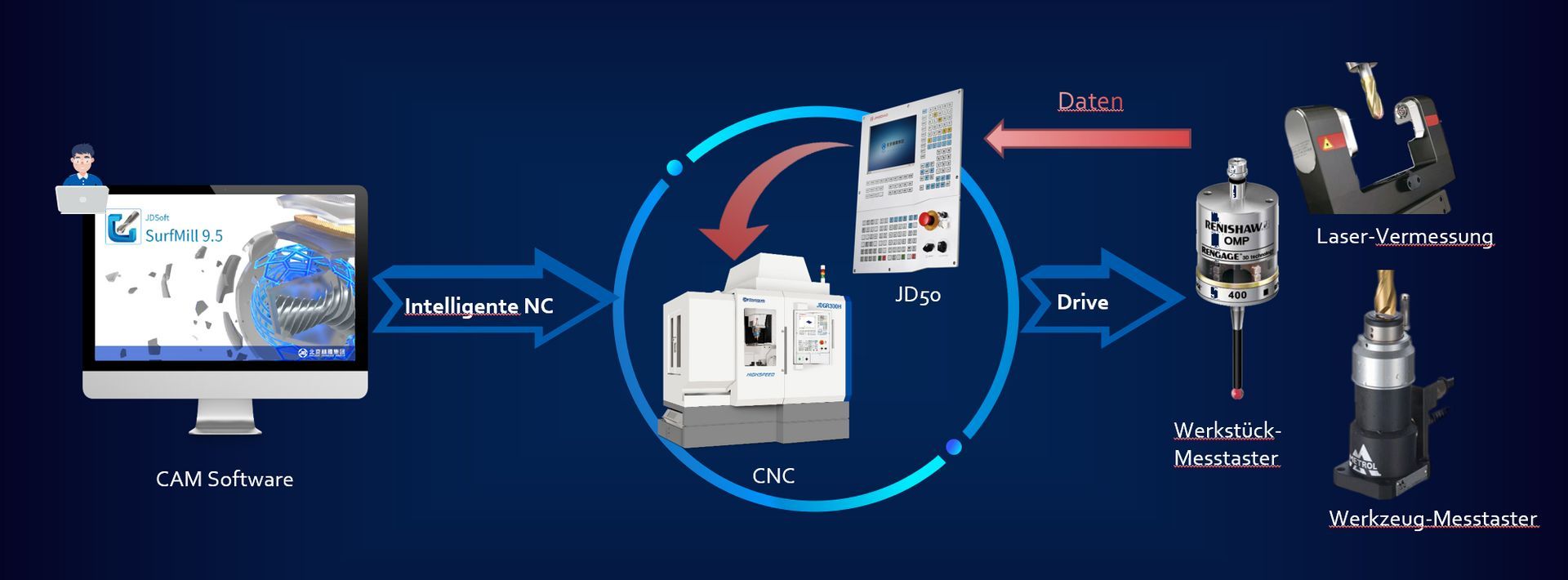
Nachdem die Mess- und Kompensationsprogramme sowie die NC-Programme zusammengefasst und an das NC-Steuerungssystem der JINGDIAO-Werkzeugmaschinen ausgegeben werden, kann der erste Bearbeitungsschnitt erfolgen.
Eine KI-basierte Software sorgt dann dafür, dass für jede weitere Bearbeitung ein neues NC-Programm automatisch erstellt und abgearbeitet wird. Dadurch wird sowohl die Vorbearbeitung, als auch der Finale Bearbeitungsschnitt permanent von IMIM überprüft und entsprechend der geforderten Toleranzen immer wieder auf’s Neue über automatisch erstellte NC-Programme korrigiert bzw. kompensiert. Es entsteht also ein sogenannter Closed-Loop-Prozess.
Die Prüfergebnisse werden auf dem Bildschirm der Steuerung als Referenz für den Bediener angezeigt.
Die folgende Abbildung zeigt den gesamten Prozess:
Die Funktionalität der In-Machine-Measurement and intelligent Modification Technology von Beijing JINGDIAO stellen sich wie folgt dar:
Mit dem erweiterten Befehlssatz G100 des JINGDIAO-CNC-Systems als Anwendungsschnittstelle werden 424 G100-Befehle bereitgestellt und 409 Messfunktionen realisiert.
Zu diesen Funktionen und Anweisungen gehören: Sensorkalibrierung, Messprobenahme, Datenverwaltung, Fehlerberechnung, CAM-Berechnung, Kompensationsberechnung usw.
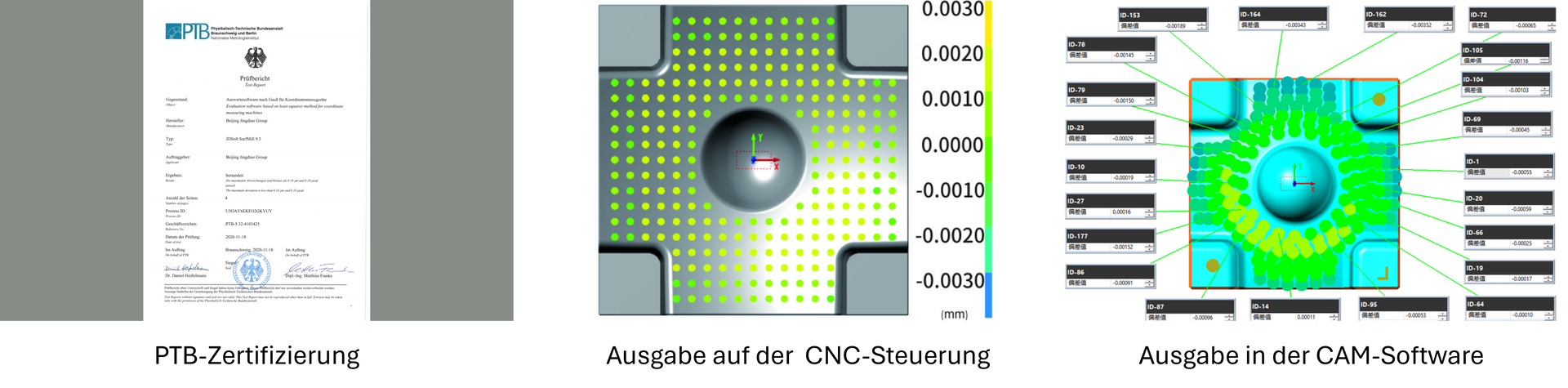
Die Fehlerberechnungsmethode wurde von der internationalen Normungsorganisation PTB zertifiziert.
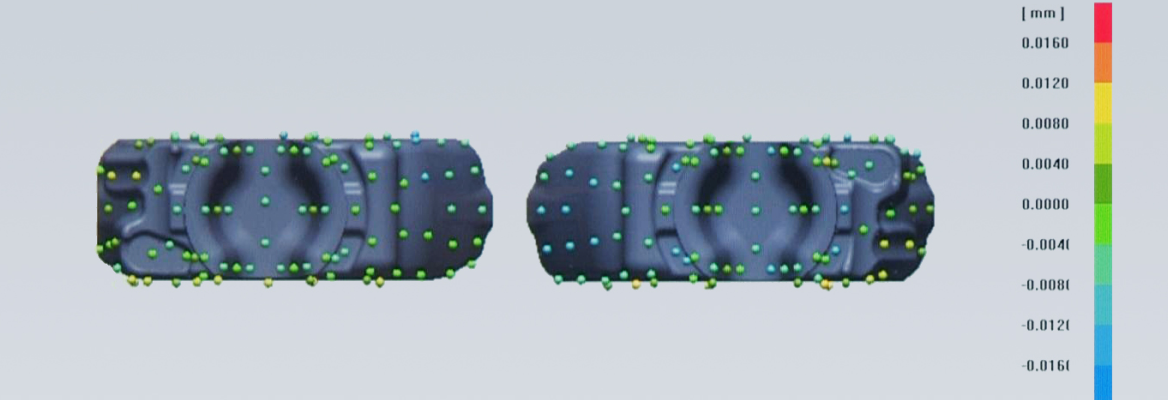
Die Messergebnisse werden in Form von Messfehler-Cloud Maps und Berichten ausgegeben.
Das IMIM-System kann folgende Abweichungen messen und kompensieren:
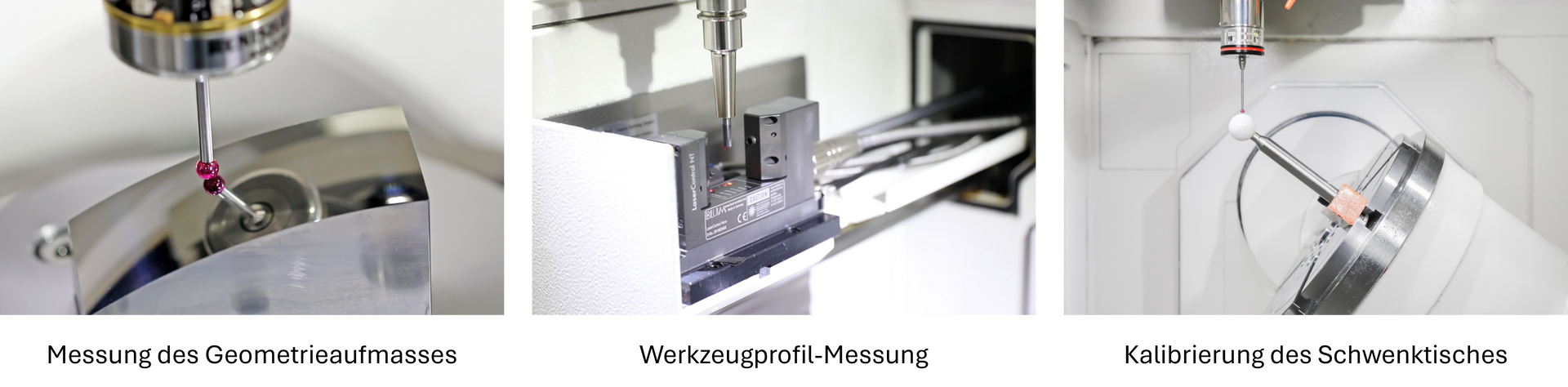
- Die Spannposition und Spannstellung des Werkstücks; Oberflächen-, Maß- und Geometrietoleranzen zwischen Rohlingen und Prozessen (einschließlich: Ebenheit, Parallelität, Neigung, Rechtwinkligkeit, Position, Rundheit, Zylindrizität, Konzentrizität, Koaxialität u.a.m.); 3D-Bahn-Kompensation; 3D-Kompensation von Oberflächenverformungen; Kompensation von Virtueller-Punkt-Vermessung; Ausgabe des Auswertungsberichts und Anzeige der Diagramme für die erkannten Elemente, etc.
- Die Erkennung und Kompensation von Durchmesser- und Längenfehlern der eingesetzten Werkzeuge, 3D-Profilfehlererkennung und Kompensation, Erkennung von Werkzeug-Rundlauffehlern, Erkennung von Werkzeugverschleiß.
- Die Erkennung und Kompensation des Rotationsachsen-Zentrums von 5-Achsen-Werkzeugmaschinen, Erkennung und Kompensation der thermischen Ausdehnung der Spindel u.a.m.
Anwendung
Als Anwendungsbeispiel nehmen wir hier einen Einsatzblock einer Druckgussform eines Automotorzylinders. Die braunen und blauen Merkmale wurden aus Kostengründen zunächst von einer 3-Achsen Werkzeugmaschine bearbeitet. Aufgrund des negativen Winkels des Werkstücks und des Längen-Durchmesser-Verhältnisses von 9:1 einiger Fräswerkzeuge muss der graue Teil auf einer 5-Achs-Werkzeugmaschine wie der GRU400T bearbeitet werden.

Aufgrund der komplexen und unregelmäßigen Form des rohen Werkstücks ist es fast unmöglich, den genauen Nullpunkten durch eine manuelle Messuhr oder einen Messtaster auf Basis des MDI zu definieren.
Mit Unterstützung von IMIM wird die Bearbeitung auf der GRU400T automatisch und effizient durchgeführt. Die spezifischen Abläufe sind wie folgt:
Zunächst werden die Messprogramme in der CAM-Software JINGDIAO - SurfMill 9.5 - geschrieben und bearbeitet, wie in der nachfolgenden Abbildung dargestellt ist
Die Messungspunkte auf der blauen Oberseite des Werkstücks wurden gesetzt, um die Abweichung Δz in Richtung der Z-Achse, die Winkelabweichung Δa in Richtung der A-Achse und Δb in Richtung der B-Achse zu messen und zu kompensieren.
Die Messungspunkte auf dem grünen Merkmal an der Seite des Werkstücks ermöglichen die Abweichung Δc des Werkstücks in Richtung der C-Achse zu messen und zu kompensieren.
Die Messungspunkte auf der gelben Fläche im mittleren Hohlraum ermöglichen die Abweichung Δx und Δy in Richtung der X- und Y-Achse zu messen und zu kompensieren.
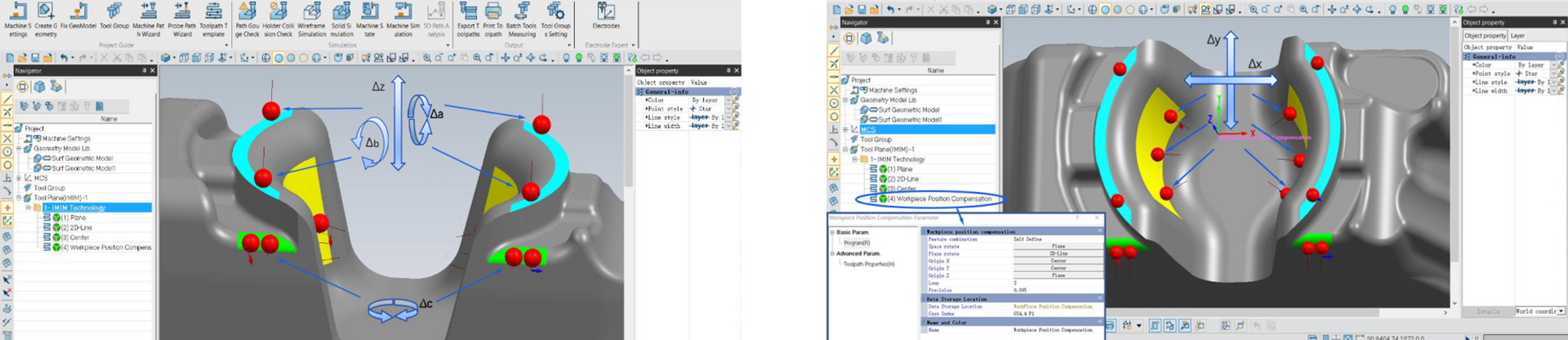
Anschließend wird das Programm inklusive Mess- und Kompensationsstrategie automatisch auf der GRU400T ausgeführt. Das CNC-System der GRU400T berechnet dabei automatisch die Nullpunktabweichung Δx, Δy, Δz und die Rotationsabweichung Δa, Δb, Δc um die X-, Y- und Z-Achse. Diese Daten werden im Nullpunkt G54.4 (P1) des CNC-Systems gespeichert, der dann für die Ausführung der Bearbeitung gilt.

Schließlich führt die Werkzeugmaschine die Bearbeitung gemäß dem Programm durch. Nach der Bearbeitung wird das fertige Werkstück direkt auf der Maschine gemessen. Die 3D-Konturgenauigkeit wird auf dem Controller-Bildschirm angezeigt, die Toleranz beträgt 3,2 μm -- 6,4 μm.
Als Ergebnis dieser Bearbeitung werden nicht nur die Toleranzen in Form und Oberfläche sicher eingehalten, es kann auch jedes einzeln gefertigte Einsatzteil in jede beliebige Druckgussform eingesetzt werden, egal auf welcher Maschine es gefertigt wurde. Die Qualität des Endprodukts ist dabei sehr gleichmäßig und ein Servicetausch erfolgt extrem einfach und schnell.