


SPANNENDE EINSICHTEN
Wissenwertes, Intersantes und Informatives zum Nachlesen
Innovation
Insights
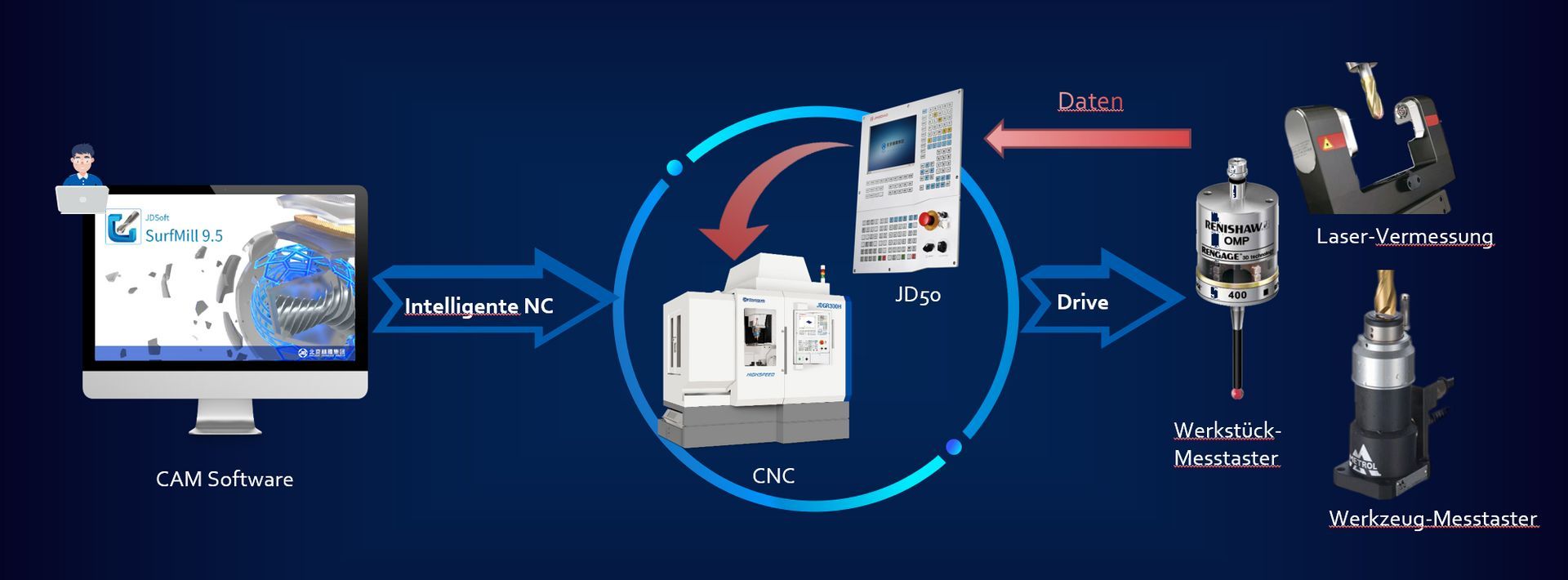
Mit I.M.I.M. stellt Jingdiao eine weltweit einzigartige Technologie bereit, die es ermöglicht, Geometriegenauigkeiten bis im Mikrometerbereich und Oberflächengüten im Nanometerbereich prozesssicher herzustellen.
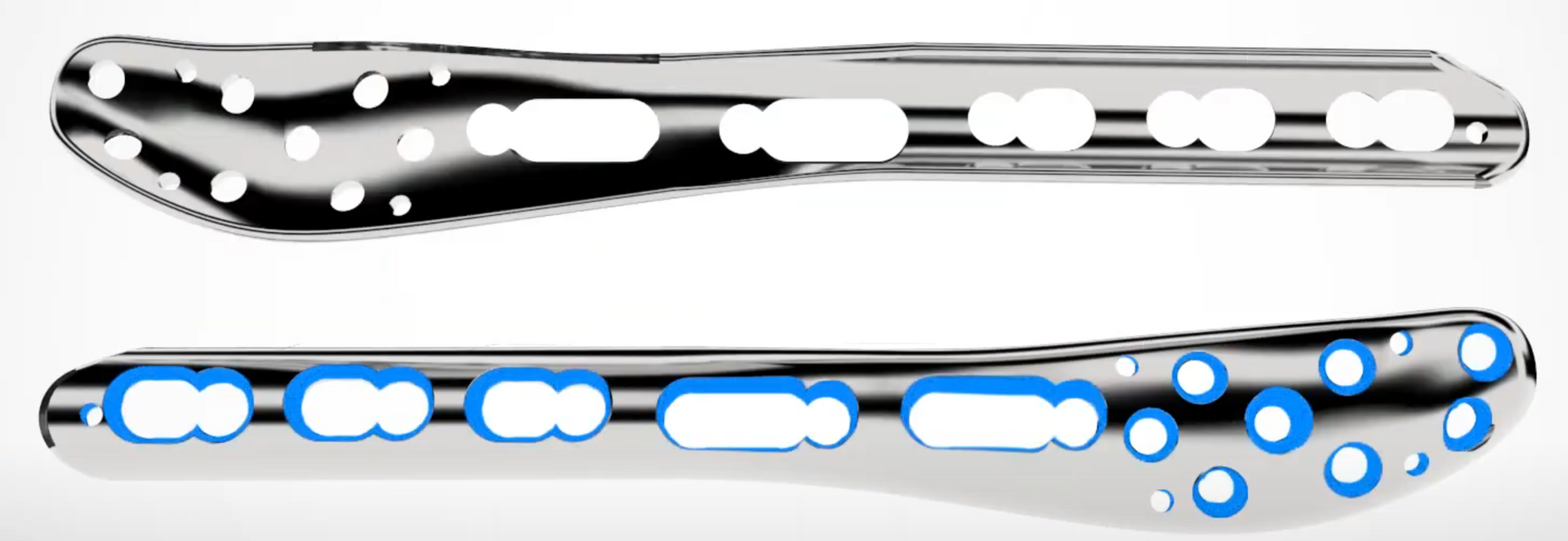
Spiegelfräsen
HUD Convex
Dieses hochverspiegelte Werkstück wurde auf einem Jingdiao GRU300H 5-Achsen HSC-Bearbeitungszentrum nur durch einen Fräsprozess hergestellt.
Die Oberflächen-Rauheit liegt bei Ra < 10 nm (Nanometer), die Oberflächen-Welligkeit liegt unter 20 nm (Nanometer), die Profil-Genauigkeit beträgt PV < 10 μm (Mikrometer).
Unter parallelem Licht betrachtet, ist der Oberflächenglanz der Probe gleichmäßig ohne Abweichung. Derartige Spiegel-Oberflächen zu erreichen, ist das Limit in der Metallbearbeitung durch spanabhebende Verfahren.
DAS HIGHLIGHT
Das Werkstück wird in mehreren Schritten aus einem Block gefräst. Unter Einsatz der einzigartigen I.M.I.M.
In-machine Measurement and Intelligent Modifikation Technology von Jingdiao wird vollautomatisch im Prozess vermessen und bearbeitet, bis das hochpräzise gefräste Werkstück mit einem gleichmäßigen maximalen Aufmaß von 3 -5 µm fertiggestellt ist.
In einem kontinuierlichen finalen Polierprozess mit einer PKD-Kugel wird die perfekte Spiegel-oberfläche erzeugt. Der Werkzeugverschleiß ist dabei kleiner 1 µm.

| Merkmal | Ausprägung |
|---|---|
| Maschine | GRU300H 5-AX |
| Werkstoff | M333 Werkzeugstahl (50HRC) |
| Werkstückgröße | 300 x 195 x 50 mm |
| Aufmass nach Schruppvorgang | 0,3 mm |
| Polierwerkzeug | PCD-R4 |
| Laufzeit Poliervorgang | 83 h 13 min |
DIE BESONDERHEIT
Nachdem das Programm am CAD/CAM-Arbeitsplatz erstellt und das erste Werkstück eingefahren wurde, erfolgt keinerlei Eingriff eines Bedieners bis zum fertigen Werkstück.
Schneckenrad
Verdichter
Dieses Teil ist das Schlüsselteil des AC-Kompressors für Fahrzeuge mit neuen Energien, dessen Hauptgeometrie die Spirale (Höhe 16,7 mm) und die Dichtungsnut umfasst. Die Bearbeitungsgenauigkeit des Schneckenrads wirkt sich direkt auf den Wirkungsgrad und die Leistung des komprimierten Gases im Verdichter aus und stellt daher hohe Anforderungen an das Spiralprofil.
Jingdiao kann sicherstellen, dass die Oberflächenrauheit der Spirale Ra < 8 µm, die Höhe der Spirale 16,7 ± 5 µm beträgt und die Rechtwinkligkeit zwischen der Bodenfläche und der Seitenwand der Spirale < 5 μm ist.
Der Jingdiao-Prozess ermöglicht den Kunden eine Serienproduktion von 1500 Stück mit einer i.O.-Ausbringung von über 99 % zu erreichen, ohne dass ein Bediener eingreifen muss.
DIE HERAUSFORDERUNG
Nicht nur die Effizienz der Bearbeitung muss gewährleistet sein, sondern auch das Spiralprofil innerhalb von ± 5 µm prozesssicher hergestellt werden. Mit der Jingdiao CAD/CAM Software Surfmill 9.5 konnte die Schraubenlinie mit einer Genauigkeit von 1 μm für die Programmierung erzeugt werden.
Das HSC-Bearbeitungszentrum HGU 600 und die Steuerung JD 50 mit Hochleistungsprozessoren für eine Datenverarbeitung in Echtzeit sind die Grundlagen, um eine prozesssichere Serienproduktion im High-End-Bereich zu erreichen.

| Merkmal | Ausprägung |
|---|---|
| Maschine | HGU600 3-AX |
| Werkstoff | Aluminiumguss 4032 |
| Werkstückgröße | ø 78 x 27,9 mm |
| Aufmass nach Schruppvorgang | 0,2 mm |
| Schlichtwerkzeug | ø 10,5 mm Schaftfräser |
| Laufzeit | 2 min 55 sek |
| Max. Abweichung | ± 0,004 mm |
DIE BESONDERHEIT
Das Werkstück wird in Schrupp- und Schlichtoperationen aus einem Gussteil gefräst. Unter Einsatz der einzigartigen
I.M.I.M.
In-machine
Measurement and
Intelligent
Modifikation Technology von Jingdiao wird vollautomatisch im Prozess vermessen und bearbeitet, bis das Werkstück innerhalb einer Genauigkeit von ± 5 µm fertiggestellt ist.
Nachdem das Programm am CAD/CAM-Arbeitsplatz erstellt und das erste Werkstück eingefahren wurde, erfolgt keinerlei Eingriff eines Bedieners bis zu den fertigen Werkstücken in der Serienproduktion.
Knochenplatte
Fibula distal
Das Werkstück ist eine implantierte Knochenplatte, die in der orthopädischen Chirurgie zur Behandlung von Knochenbrüchen verwendet wird. Die Bearbeitungsfläche
besteht aus einer gekrümmten Oberfläche, konischen Gewindelöchern, Stiftlöchern und in 13 verschiedenen Winkeln verteilt sind. Mit dem 5-Achsen-Verfahren von Jingdiao beträgt die Bearbeitungszeit für ein einzelnes Produkt 1h11min, die Oberflächenrauheit Ra < 0,6 μm, die Gratausbildung < 10 μm ohne manuelles Schleifen zur Entfernung der Gratspuren.
Schwierigkeit der Bearbeitung: Das Eingangsmaterial ist ein Quader aus einer Titanlegierung mit einem von Materialabtrag > 70 %. Die komplexe Werkstückkontur
stellt hohe Anforderungen an die Bearbeitungseffizienz und die Oberflächenqualität.
DIE HALBIERUNG DER STÜCKZEIT
Durch den Einsatz des 5-achsigen HSC-Bearbeitungszentrums MRP 300 mit 2 Spindeln von Jingdiao können die Teile in einer Aufspannung bearbeitet werden, die doppelspindlige Version halbiert die Stückzeit.
Insgesamt wurden 18 Werkzeuge mit einem Durchmesser von D1~D10 mm für die Herstellung dieses Teils verwendet, einschließlich eines Kugelkopffräsers R 3 mm für die Finishbearbeitung der Oberfläche mit einer Rauhigkeit Ra < 0,6 µm.
| Merkmal | Ausprägung |
|---|---|
| Maschine | MRP200 2-SP |
| Werkstoff | Ti6A|4V Titan (32 HRC) |
| Werkstückgröße | 118 x 11 x 29 mm |
| Rohmaterial | Vollmaterial Quader |
| Werkzeuge | ø 1 - ø 10 mm / 18 Stück |
| Schlichtwerkzeug | ø R 0,5 mm Kugelfräser |
| Oberflächenrauheit | Ra < 0,6 µm |
| Laufzeit | 1 h 11 min |
HIGHLIGHTS
Das Werkstück wird in Schrupp- und Schlichtoperationen aus einem Vollmaterial gefräst. Unter Einsatz der einzigartigen
I.M.I.M.
In-machine
Measurement and
Intelligent
Modifikation Technology von Jingdiao wird vollautomatisch im Prozess vermessen und bearbeitet, beide Spindeln können separat für das jeweilige Werkstück korrigiert werden.
Nachdem das Programm am CAD/CAM-Arbeitsplatz erstellt und das erste Werkstück eingefahren wurde, erfolgt keinerlei Eingriff eines Bedieners bis zu den fertigen Werkstücken in der Serienproduktion.
Motorgehäuse
Elektroantrieb
Mit dem MRMT300 HSC-Bearbeitungszentrum mit Drehfunktion werden zwei unterschiedliche Bearbeitungsstrategien effektiv zu einem integrieren Bearbeitungsprozess zusammengeführt. So kann die Drehbearbeitung der rotationssymmetrischen Elemente und der Planflächen innen, sowie der Planfläche an der Stirnseite außen einfach und effizient durchgeführt werden. Das Fräsen, Bohren, Gewindeschneiden unter beliebigen Winkeln kann durch die 5-Achsen Bearbeitung absolut präzise und lagerichtig erfolgen.
DAS ERGEBNIS
Ausgehend von einem Aluminium-Gussteil werden 3 Drehoperationen und 5 Fräsoperationen in einer einzigen Aufspannung kombiniert.
Die Bearbeitungszeit für ein einzelnes Werkstück beträgt weniger als 11 Minuten.
Die Koaxialität zwischen allen zylindrischen Oberflächen innen beträgt < 5 μm, die Konzentrizität der inneren Stufenbohrung 2 μm und die Rundheit der inneren Bohrung 6 μm.

| Merkmal | Ausprägung |
|---|---|
| Maschine | MRMT300 5-AX |
| Werkstoff | ADC12 Aluminiumguss |
| Werkstückgröße | 161 x 141 x 147 mm |
| Gussgenauigkeit | < 1 mm |
| Max. Drehzahl Tisch | 2000 U/min |
| Laufzeit | 11 min |
| Konzentrizität Stufenbohrungen | < 20 µm |
| Koaxialität Zylinderflächen | < 5 µm |
| Rundheit Innenbohrung | < 10 µm |
DIE BESONDERHEIT
Das Werkstück wird in Schrupp- und Schlichtoperationen aus einem Gussteil gefräst. Unter Einsatz der einzigartigen
I.M.I.M.
In-machine
Measurement and
Intelligent
Modifikation Technology von Jingdiao wird vollautomatisch im Prozess vermessen und bearbeitet, bis das Werkstück innerhalb der vorgegebenen Genauigkeiten fertiggestellt ist.
Nachdem das Programm am CAD/CAM-Arbeitsplatz erstellt und das erste Werkstück eingefahren wurde, erfolgt keinerlei Eingriff eines Bedieners bis zu den fertigen Werkstücken in der Serienproduktion.
