


EXCITING INSIGHTS
Interesting, informative and worth knowing information
Innovation
Insights
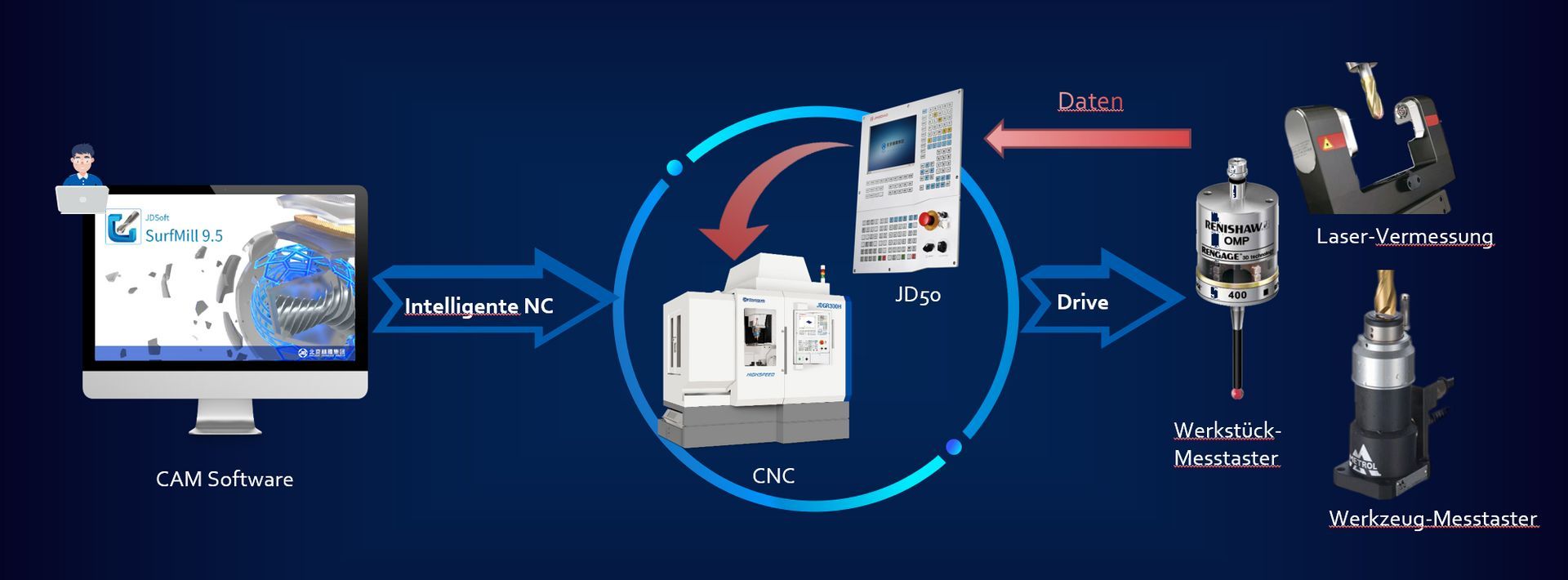
With IMIM, Jingdiao provides a globally unique technology that enables the reliable production of geometric accuracies down to the micrometer range and surface qualities in the nanometer range.
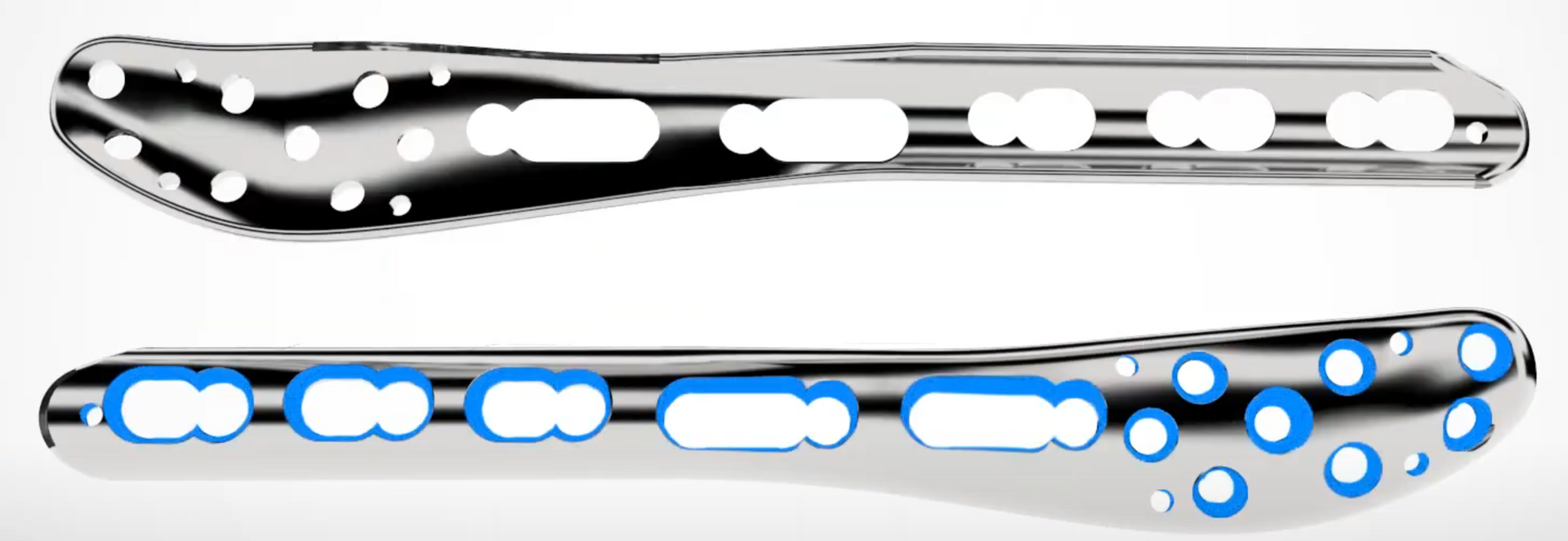
Mirror milling
HUD Convex
This highly mirror-like workpiece was manufactured on a Jingdiao GRU300H 5-axis HSC machining center using a single milling process. The surface roughness is Ra < 10 nm (nanometers), the surface waviness is less than 20 nm (nanometers), and the profile accuracy is PV < 10 μm (micrometers). When viewed under parallel light, the surface gloss of the sample is uniform without deviation. Achieving such mirror-like surfaces is the limit in metal machining using machining processes.
THE HIGHLIGHT
The workpiece is milled from a single block in several steps. Using Jingdiao's unique IMIM In-machine Measurement and Intelligent Modification Technology, the process is fully automated, measuring and machining until the high-precision milled workpiece is finished with a consistent maximum allowance of 3-5 µm. A continuous final polishing process with a PCD ball creates a perfect mirror surface. Tool wear is less than 1 µm.

| feature | Expression |
|---|---|
| machine | GRU300H 5-AX |
| material | M333 tool steel (50HRC) |
| Workpiece size | 300 x 195 x 50 mm |
| Allowance after roughing process | 0,3 mm |
| Polishing tool | PCD-R4 |
| Running time polishing process | 83 hours 13 minutes |
THE SPECIAL FEATURE
After the program has been created at the CAD/CAM workstation and the first workpiece has been inserted, no operator intervention is required until the workpiece is finished.
Youtube-Video
Worm gear
compressor
This part is the key component of the AC compressor for new energy vehicles, whose main geometry includes the scroll (height 16.7 mm) and the seal groove. The machining accuracy of the worm wheel directly affects the efficiency and performance of the compressed gas in the compressor and therefore places high demands on the scroll profile. Jingdiao can ensure that the surface roughness of the scroll is Ra < 8 µm, the scroll height is 16.7 ± 5 µm, and the perpendicularity between the bottom surface and the side wall of the scroll is < 5 µm. The Jingdiao process enables customers to achieve mass production of 1,500 pieces with an OK yield of over 99% without operator intervention.
THE CHALLENGE
Not only must machining efficiency be ensured, but the spiral profile must also be reliably produced within ± 5 µm. Using Jingdiao's Surfmill 9.5 CAD/CAM software, the helix was generated with an accuracy of 1 µm for programming. The HGU 600 HSC machining center and the JD 50 control system with high-performance processors for real-time data processing are the foundation for achieving process-reliable series production in the high-end sector.

| feature | Expression |
|---|---|
| machine | HGU600 3-AX |
| material | Aluminiumguss 4032 |
| Workpiece size | ø 78 x 27,9 mm |
| Allowance after roughing process | 0,2 mm |
| Finishing tool | ø 10.5 mm end mill |
| Duration | 2 min 55 sec |
| Max. deviation | ± 0,004 mm |
THE SPECIAL FEATURE
The workpiece is milled from a cast part using roughing and finishing operations. Using Jingdiao's unique IMIM In-machine Measurement and Intelligent Modification Technology, the process is fully automated, measuring and machining until the workpiece is completed within an accuracy of ± 5 µm. Once the program is created at the CAD/CAM workstation and the first workpiece is fed in, no operator intervention is required until the finished workpieces are ready for series production.
Youtube-Video
bone plate
Fibula distal
The workpiece is an implanted bone plate used in orthopedic surgery to treat bone fractures. The machining surface consists of a curved surface, tapered threaded holes, and pin holes distributed at 13 different angles. Using Jingdiao's 5-axis process, the machining time for a single product is 1h11min, the surface roughness Ra < 0.6 μm, and the burr formation < 10 μm, without manual grinding to remove the burrs. Machining difficulty: The input material is a titanium alloy cuboid with a material removal rate of ≥ 70%. The complex workpiece contour places high demands on machining efficiency and surface quality.
HALVING THE TIME OF PRODUCTION
By using Jingdiao's MRP 300 5-axis HSC machining center with two spindles, the parts can be machined in a single setup; the dual-spindle version halves the machining time. A total of 18 tools with a diameter of D1 to D10 mm were used to manufacture this part, including a 3 mm ball nose mill for finishing the surface with a roughness Ra < 0.6 µm.
| feature | Expression |
|---|---|
| machine | MRP200 2-SP |
| material | Ti6A|4V Titanium (32 HRC) |
| Workpiece size | 118 x 11 x 29 mm |
| Raw material | Solid material cuboid |
| Tools | ø 1 - ø 10 mm / 18 pieces |
| Finishing tool | ø R 0.5 mm ball milling cutter |
| Surface roughness | Sun < 0.6 µm |
| Duration | 1 hour 11 minutes |
HIGHLIGHTS
The workpiece is milled from solid material using roughing and finishing operations. Using Jingdiao's unique IMIM In-machine Measurement and Intelligent Modification Technology, measurement and machining are fully automated in the process, and both spindles can be adjusted separately for each workpiece. Once the program has been created at the CAD/CAM workstation and the first workpiece has been fed in, no operator intervention is required until the finished workpieces are ready for series production.
Youtube-Video
Engine housing
Electric drive
The MRMT300 HSC machining center with turning function effectively combines two different machining strategies into a single integrated machining process. This allows for simple and efficient turning of rotationally symmetrical elements and the internal flat surfaces, as well as the external flat surface on the front end. Milling, drilling, and thread cutting at any angle can be performed with absolute precision and positional accuracy thanks to 5-axis machining.
THE RESULT
Starting with an aluminum casting, three turning operations and five milling operations are combined in a single setup. The machining time for a single workpiece is less than 11 minutes. The coaxiality between all internal cylindrical surfaces is < 5 μm, the concentricity of the internal stepped bore is 2 μm, and the roundness of the internal bore is 6 μm.
Youtube-Video

| feature | Expression |
|---|---|
| machine | MRMT300 5-AX |
| material | ADC12 Aluminiumguss |
| Workpiece size | 161 x 141 x 147 mm |
| Casting accuracy | < 1 mm |
| Max. table speed | 2000 U/min |
| Duration | 11 min |
| Concentricity of stepped holes | < 20 µm |
| Coaxiality of cylindrical surfaces | < 5 µm |
| Roundness of inner bore | < 10 µm |
THE SPECIAL FEATURE
The workpiece is milled from a cast part using roughing and finishing operations. Using Jingdiao's unique IMIM In-machine Measurement and Intelligent Modification Technology, the process is fully automated, measuring and machining until the workpiece is completed within the specified accuracy. Once the program is created at the CAD/CAM workstation and the first workpiece is run, no operator intervention is required until the finished workpieces are ready for series production.
