


Jingdiao I.M.I.M In-Machine Measurement and Intelligent Modification Technology
How to become independent of manual operator intervention in the production of parts

What does an egg have to do with modern manufacturing?
Every commercially available egg is unique, and every surface contour is completely undefined. So how can eggs be engraved reliably on a milling machine so that the engraving is always evenly visible and the eggs do not break?
Jingdiao's solution is to measure the surface and automatically adapt the machining program to the measured surface.
High-precision contours, AI-based path calculation, high-precision geometries, nano-surfaces rethought and redesigned. These are all critical tasks that Jingdiao is the only manufacturer in the world to have solved. The key question that had to be answered was:
Can a machine produce safely while you enjoy a good night's sleep?
What does safe production mean?
- Completely finish the workpieces
- without rejects and within tight production tolerances
- and without operator intervention

How do you achieve stable, efficient and reliable machining with tolerances in the micrometre range? First of all, you need a high-precision, high-performance CNC machine. Then you need a system that eliminates as far as possible any deviations in the fixture, machine, tool and workpiece that would affect machining accuracy.
But how to measure and compensate for deviations accurately and quickly is always a major challenge. What are the main deviations that affect machining accuracy?
Workpiece offsets, blank shape errors, in-process errors, tool dimensional errors, tool profile errors, tool wear errors, axis centre deviations of the rotary/tilt table of the 5-axis machine due to changes in ambient temperature, as well as machining depth deviations due to spindle growth, and many more.

Faced with the above deviations, machine setters and operators today use a variety of advanced detection means to measure and compensate for them, such as a touch probe supported by the MDI (manual data input) function, laser tool measurement, an offline coordinate measuring machine, etc., but exceeding the specified tolerances often occurs during micron-level machining and must be compensated by manual intervention.
This in turn results in changes due to machine stoppage, manual measurement data from the CMM system is corrected on the other CNC machine system, often requiring manual creation of a new CAM programme. Further test cuts are then made and corrected in the same way. All in all, at these levels of accuracy, a huge amount of effort is required by the setter/operator to maintain the required tolerances over the entire production batch size.
For a complex 3D moulded part, it is almost impossible to find the exact zero point by machine measurement based on the MDI.
What is IMIM? In-Machine Measurement and Intelligent Modification Beijing JINGDIAO has developed
IMIM technology, a software-based solution that completely solves this problem. A second aspect comes into play here, namely a high-resolution CAD/CAM system from Jingdiao, which enables the programmer to create and combine machining contours and measurement processes quickly and accurately through simple and intuitive operation.
The NC control of Jingdiao's HSC machines has a powerful processor capable of transferring very large amounts of data in real time.
Jingdiao also relies on proven, high-precision measuring devices such as touch probes or laser gauges, which in turn are able to collect the required data and feed it back to the controller using software developed by Jingdiao.
Once the measurement and compensation programmes and the NC programmes have been combined and output to the NC control system of the JINGDIAO machine tools, the first machining cut can be made.
AI-based software then ensures that a new NC programme is automatically generated and processed for each subsequent machining operation. This means that both the pre-machining and the final machining cut are constantly checked by IMIM and corrected or compensated for again and again in accordance with the required tolerances using automatically generated NC programmes. The result is a closed-loop process.
The inspection results are displayed on the control screen as a reference for the operator.
The following diagram shows the whole process:
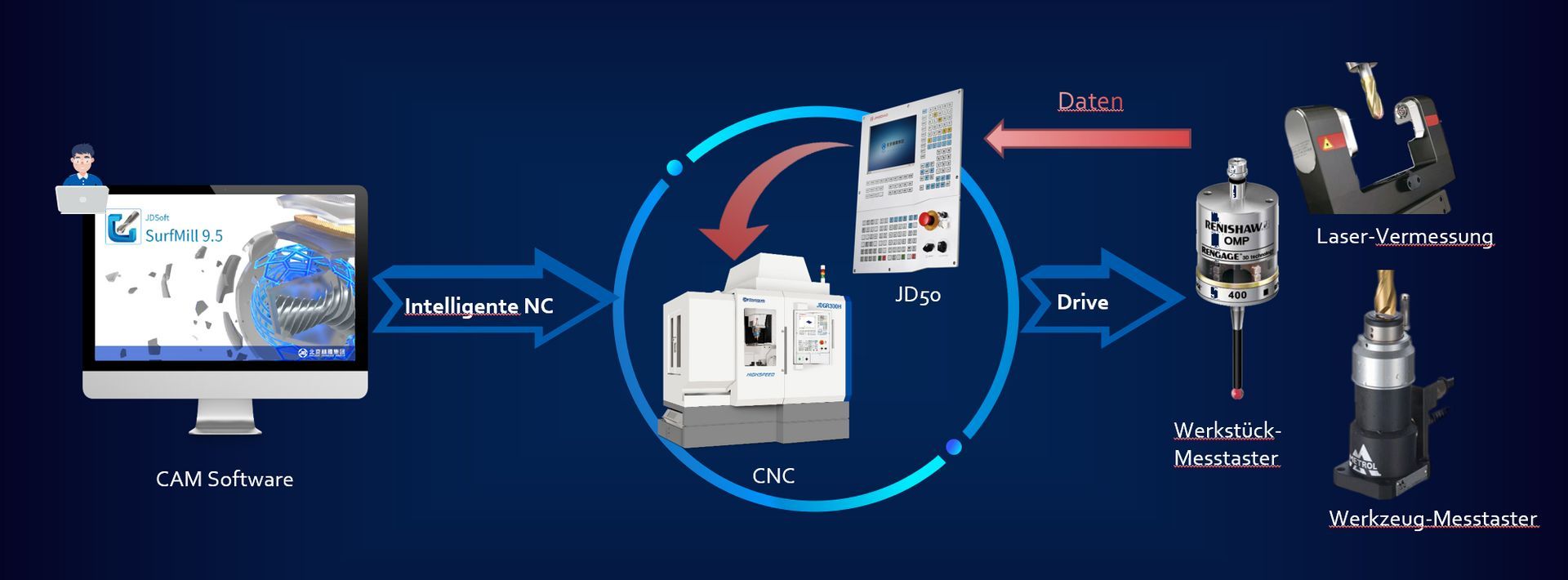
The functionality of Beijing JINGDIAO's in-machine measurement and intelligent modification technology is as follows:
Using the G100 extended instruction set of the JINGDIAO CNC system as the application interface, 424 G100 instructions are provided and 409 measurement functions are realised.
These functions and instructions include sensor calibration, measurement sampling, data management, error calculation, CAM calculation, compensation calculation, etc.
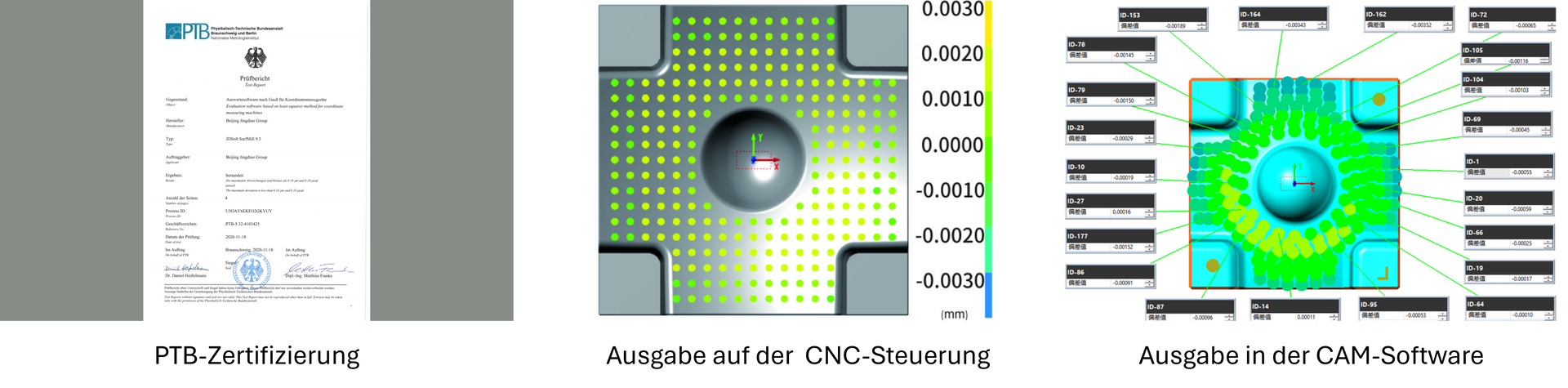
The error calculation method has been certified by the international standardisation organisation PTB. Measurement results are output in the form of error cloud maps and reports.
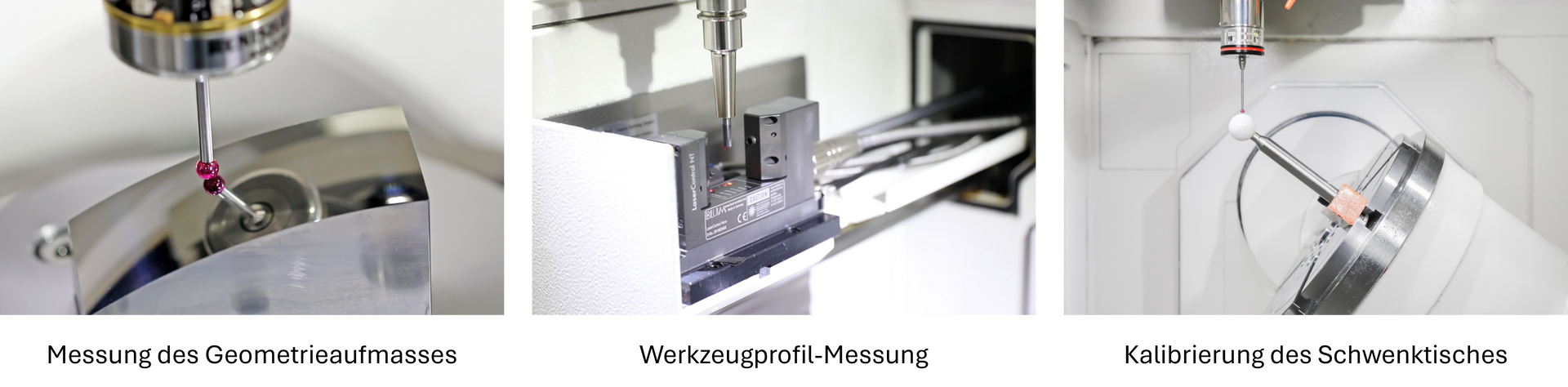
The IMIM system can measure and compensate for the following deviations
- Clamping position and workpiece position; surface, dimensional and geometric tolerances between blanks and processes (including: flatness, parallelism, inclination, squareness, position, roundness, cylindricity, concentricity, coaxiality, etc.); 3D path compensation; 3D surface deformation compensation; virtual point measurement compensation; output of the evaluation report and display of the diagrams for the detected elements, etc.
- Detection and compensation of diameter and length errors of the tools used, 3D profile error detection and compensation, tool run-out error detection, tool wear detection.
- Detection and compensation of the centre of rotation of 5-axis machine tools, detection and
compensation of thermal expansion of the spindle, etc.
Application
As an example of an application, consider the insert block of a die casting mould for a car engine cylinder.
The brown and blue features were initially machined on a 3-axis machine tool for cost reasons. Due to the negative angle of the workpiece and the 9:1 length to diameter ratio of some milling tools, the grey part must be machined on a 5-axis machine tool such as the GRU400T.

Due to the complex and irregular shape of the raw workpiece, it is almost impossible to define the exact zero point using a manual dial gauge or an MDI-based touch probe.
With the support of IMIM, machining on the GRU400T is automatic and efficient. The specific processes are as follows:
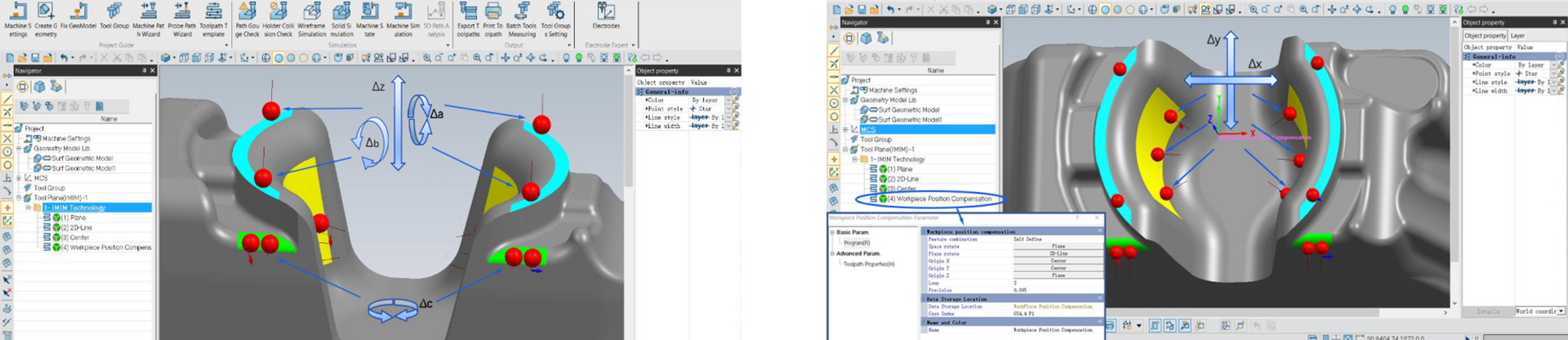
First, the measurement programs are written and edited in the JINGDIAO CAM software - SurfMill, as shown in the figure below.
The measurement points on the blue surface of the workpiece were set to measure and compensate for the deviation Δz in the Z-axis direction, the angular deviation Δa in the A-axis direction and Δb in the B-axis direction.
The measuring points on the green feature on the side of the part allow the deviation Δc of the part in the C axis direction to be measured and compensated.
The measuring points on the yellow surface in the central cavity allow the deviation Δx and Δy in the X and Y axes to be measured and compensated.
The programme, including the measurement and compensation strategy, is then automatically executed on the GRU400T. The CNC system of the GRU400T automatically calculates the zero error Δx, Δy, Δz and the rotation error Δa, Δb, Δc around the X, Y and Z axes. These data are stored in the CNC system's datum G54.4 (P1), which is then used to execute the machining process.

Finally, the machine tool executes the machining process according to the programme. After machining, the finished part is measured directly on the machine. The 3D contour accuracy is displayed on the control screen, with a tolerance of 3.2 μm -- 6.4 μm.
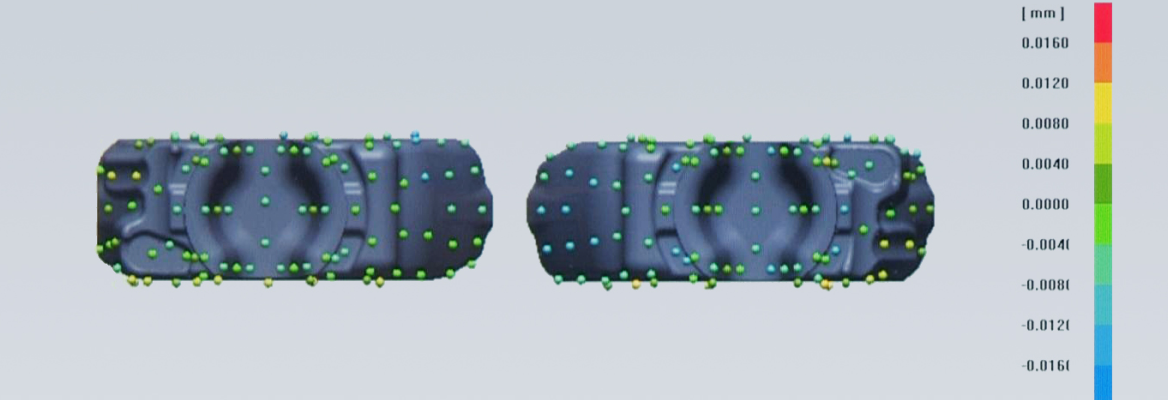
As a result, not only are shape and surface tolerances reliably maintained, but each individually manufactured insert can be used in any die casting mould, regardless of the machine on which it was manufactured. The quality of the end product is very consistent and service replacement is extremely quick and easy.
